Illuminating the Benefits of dust chamber testing for LED Performance
Introduction
What is dust chamber testing?
dust chamber testing is a type of environmental testing used to evaluate the performance of LED lighting products. It is a process of exposing LED products to a controlled environment of dust particles to simulate the effects of dust and other airborne particles on the performance of the LED product. This type of testing is used to ensure that LED products are able to withstand the effects of dust and other airborne particles, and to ensure that the LED product is able to perform as expected in a variety of environments.
Benefits of dust chamber Testing
Dust chamber testing provides a number of benefits for LED products. First, it helps to ensure that LED products are able to withstand the effects of dust and other airborne particles. This is important because dust and other airborne particles can have a significant impact on the performance of LED products. Dust can cause LED products to become dimmer, and can also cause them to flicker or fail prematurely. By testing LED products in a dust chamber, manufacturers can ensure that their products are able to withstand the effects of dust and other airborne particles.
Second, dust chamber testing helps to ensure that LED products are able to perform as expected in a variety of environments. Dust chamber testing can help to identify any potential issues with LED products in different environments, such as high humidity or extreme temperatures. This can help to ensure that LED products are able to perform as expected in a variety of environments, and can help to reduce the risk of LED products failing prematurely.
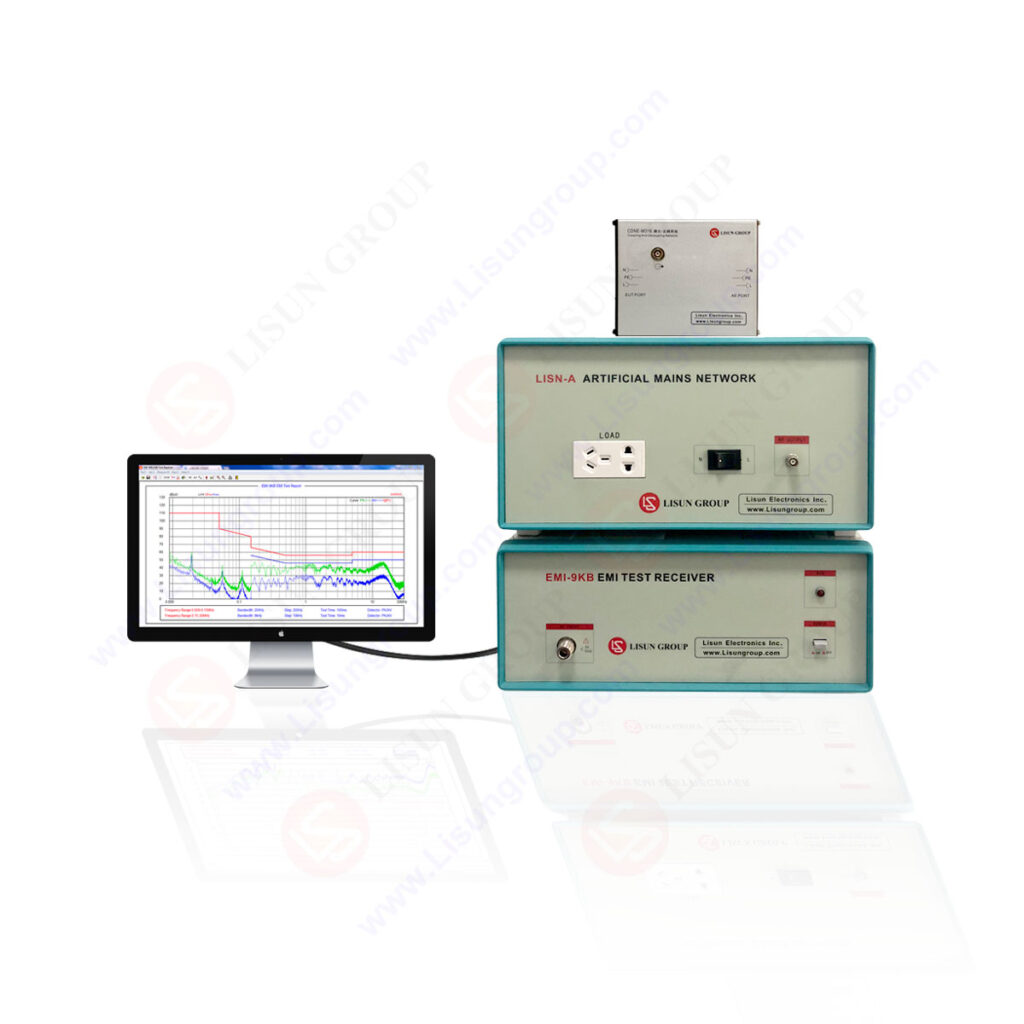
Third, dust chamber testing can help to identify any potential issues with LED products in terms of their electrical performance. Dust chamber testing can help to identify any potential issues with LED products in terms of their electrical performance, such as their power consumption, voltage, current, and other electrical characteristics. This can help to ensure that LED products are able to perform as expected in terms of their electrical performance.
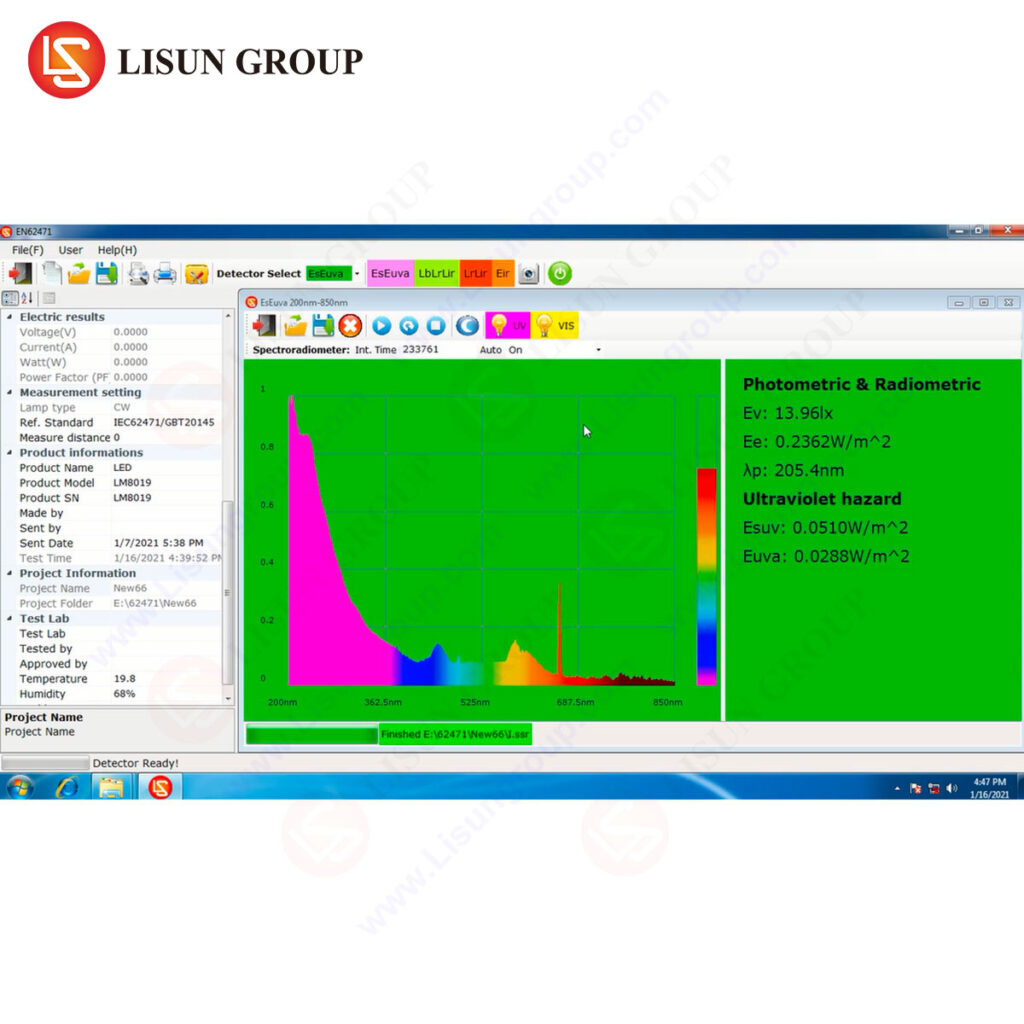
Finally, dust chamber testing can help to identify any potential issues with LED products in terms of their optical performance. Dust chamber testing can help to identify any potential issues with LED products in terms of their optical performance, such as their color accuracy, brightness, and other optical characteristics. This can help to ensure that LED products are able to perform as expected in terms of their optical performance.
Applications of Dust Chamber Testing
Dust chamber testing is used to evaluate the performance of LED products in a variety of applications. It is commonly used to evaluate the performance of LED products used in mobile devices, automotive electronics, and other applications. Dust chamber testing can also be used to evaluate the performance of LED products used in industrial applications, such as lighting for warehouses and factories.
Conclusion
Dust chamber testing is an important tool for evaluating the performance of LED products. It can help to ensure that LED products are able to withstand the effects of dust and other airborne particles, and can help to identify any potential issues with LED products in terms of their electrical and optical performance. Dust chamber testing is used to evaluate the performance of LED products in a variety of applications, including mobile devices, automotive electronics, and industrial applications.
FAQs
Q: What is dust chamber testing?
A: Dust chamber testing is a type of environmental testing used to evaluate the performance of LED lighting products. It is a process of exposing LED products to a controlled environment of dust particles to simulate the effects of dust and other airborne particles on the performance of the LED product.
Q: What are the benefits of dust chamber testing?
A: The benefits of dust chamber testing include ensuring that LED products are able to withstand the effects of dust and other airborne particles, ensuring that LED products are able to perform as expected in a variety of environments, identifying any potential issues with LED products in terms of their electrical performance, and identifying any potential issues with LED products in terms of their optical performance.
Q: What applications is dust chamber testing used for?
A: Dust chamber testing is used to evaluate the performance of LED products in a variety of applications, including mobile devices, automotive electronics, and industrial applications.